
Li Jin packaging
<News

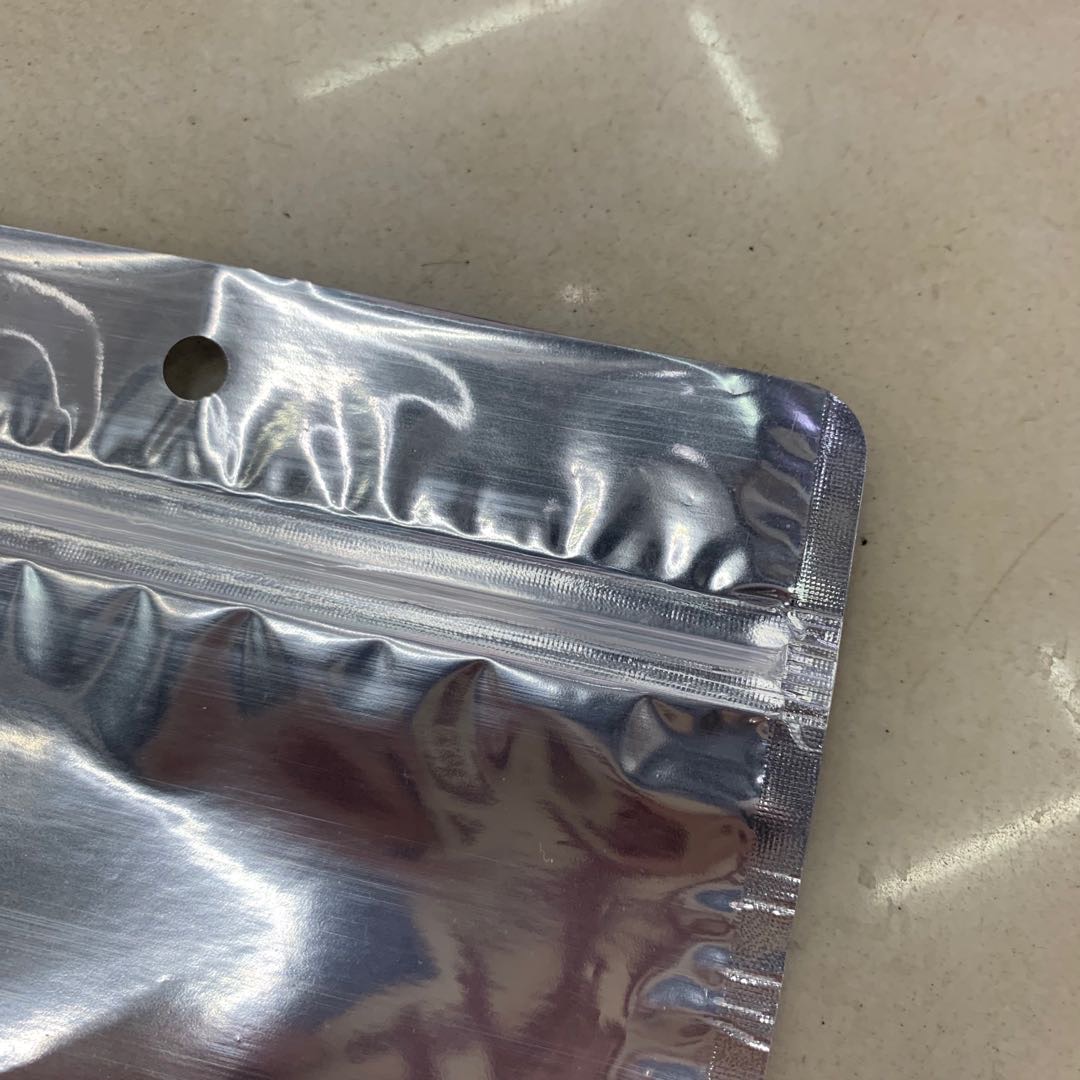
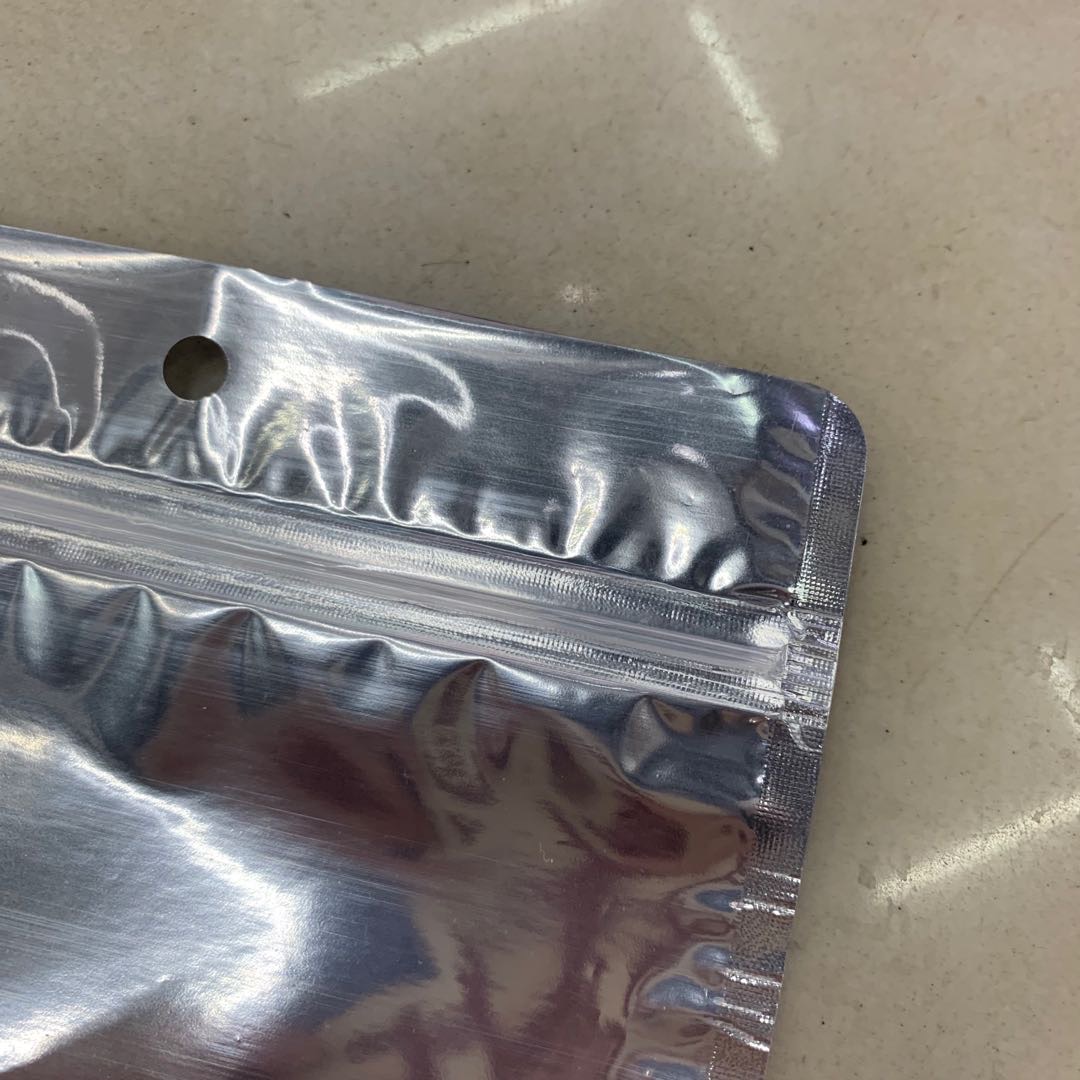
With the continuous improvement of consumers' requirements for food safety and freshness, silver self-sustaining zipper bag composite aluminized film came into being. This innovative material not only achieves efficient barrier to moisture, oxygen and external pollution, but also ensures transportation safety through high-strength pressure-resistant structure, redefining the standard threshold of modern packaging.
whether it is large-scale sealing operation in large food processing plants or small and medium-sized merchants for independent packaging and retail, this aluminized film can seamlessly adapt to diversified production processes. Stable physical performance makes it an ideal choice for all links of the supply chain, helping enterprises to reduce costs and increase efficiency while winning market trust.
In line with the global wave of plastic reduction, the new silver self-sustaining zipper bag greatly reduces the amount of plastic while ensuring functionality, and is made of recyclable raw materials. For brands that focus on ecological responsibility, this is not only a manifestation of product power, but also a strategic partner for building a low-carbon image.
In addition to industrial-grade professional protection capabilities, the user-friendly design is also amazing. The zipper, which can be opened and closed easily, remains tightly locked and fresh during repeated opening and closing. The soft but tough hand feeling also makes daily picking and placing smoother and more comfortable, greatly improving the satisfaction of end users.
Faced with the variety of product types on the market, which specification is best for your application scenario? The key is to grasp the three core indicators: heat seal strength determines firmness, oxygen permeability affects shelf life, and thickness tolerance reflects overall quality consistency. In-depth knowledge of this data is needed to make informed and efficient purchasing decisions.